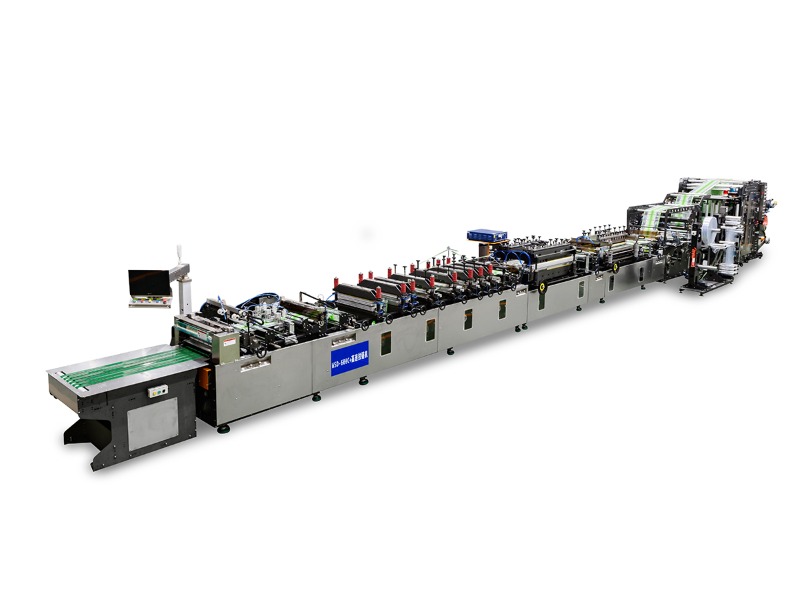
No cenário industrial moderno, a busca pela excelência operacional é muitas vezes dificultada pela fragmentação do maquinário. Para instalações especializadas em soluções versáteis de contenção, a transição para um embalagem flexível toda a linha de produção representa uma mudança fundamental da solução de problemas reativa para a produtividade proativa. Quando componentes individuais – desde a alimentação de material e impressão até a conformação e vedação – operam como um organismo singular e coeso, os catalisadores tradicionais do tempo de inatividade são sistematicamente neutralizados.
Muitos gerentes de produção optaram historicamente por uma abordagem “melhor da categoria”, selecionando máquinas diferentes para diferentes estágios do processo. Embora cada unidade possa apresentar especificações individuais elevadas, a falta de sincronização nativa muitas vezes leva a um “atraso na comunicação”. Uma linha de produção inteira de embalagens flexíveis elimina esses silos digitais e mecânicos. Ao utilizar uma arquitetura de controle unificada, a linha garante que uma desaceleração na enchedora primária seja imediatamente comunicada à unidade de embalagem secundária, evitando acúmulos e tensões mecânicas que normalmente exigem paradas de emergência.
Um dos contribuintes significativos para o tempo de inatividade prolongado é a complexidade dos procedimentos de diagnóstico em sistemas incompatíveis. Em um ambiente integrado, a padronização de peças e interfaces de software simplifica a tarefa do técnico.
| Recurso | Configuração de produção fragmentada | Linha de produção inteira perfeita |
|---|---|---|
| Velocidade de diagnóstico | Alto (múltiplas interfaces/protocolos) | Rápido (monitoramento centralizado) |
| Inventário de peças sobressalentes | Complexo (diversas marcas de hardware) | Simplificado (componentes padronizados) |
| Atualizações de software | Conflitos de compatibilidade frequentes | Patches sincronizados em todo o sistema |
| Treinamento de Operadores | Curva de aprendizado acentuada para cada unidade | Interface e lógica unificadas |
Ao adotar uma linha de produção de embalagens flexíveis, as instalações reduzem o “tempo médio de reparo” (MTTR). Os técnicos não precisam mais navegar por diferentes controladores lógicos ou padrões mecânicos; em vez disso, funcionam num ecossistema previsível onde cada sensor e motor falam a mesma língua.
O tempo de inatividade nem sempre é resultado de uma interrupção repentina; muitas vezes é o culminar de micro-tensões causadas por uma má sincronização. Em toda a linha de produção de embalagens flexíveis, o “eixo eletrônico da linha” garante que cada movimento seja cronometrado em milissegundos.
Quando o controle de tensão na fase de desenrolamento do filme está perfeitamente calibrado com a velocidade das mandíbulas de vedação, o risco de rasgo ou atolamento do material é quase eliminado. Essa precisão reduz o desgaste físico dos componentes mecânicos. Em contraste, as linhas incompatíveis muitas vezes sofrem de “jitter start-stop”, onde as máquinas devem acelerar e desacelerar constantemente para compensar as inconsistências da unidade anterior. Com o tempo, esse comportamento errático leva à falha prematura dos componentes e a intervalos de manutenção não programados.
Uma linha unificada atua como um coletor massivo de dados. Como toda a linha de produção de embalagens flexíveis opera sob um único guarda-chuva de aquisição de dados, ela fornece uma “única fonte de verdade” para métricas de desempenho.
Sensores avançados em toda a linha podem detectar desvios sutis na vibração, temperatura ou consumo de energia. Em uma configuração fragmentada, esses sinais são frequentemente perdidos na tradução entre diferentes marcas de equipamentos. Em uma linha contínua, esses dados são agregados para acionar alertas de manutenção preditiva. Em vez de esperar que um rolamento trave e interrompa a produção por oito horas, o sistema notifica a equipe para realizar uma substituição de dez minutos durante uma troca programada.
No domínio das embalagens flexíveis, a capacidade de alternar entre diferentes tamanhos de bolsas, tipos de filmes ou sistemas de fecho é essencial. No entanto, as trocas são conhecidas por serem “tempos de inatividade ocultos”.
Toda uma linha de produção de embalagens flexíveis utiliza gerenciamento sincronizado de “receitas”. Com um único comando na IHM (Interface Homem-Máquina) central, cada máquina da linha ajusta seus parâmetros – largura, temperatura, torque e velocidade – simultaneamente. Isto elimina o ajuste manual normalmente necessário em cada cruzamento de uma linha fragmentada, onde os operadores devem caminhar de estação em estação para garantir o alinhamento. O resultado é uma inicialização vertical: a embalagem que sai da linha após uma troca é tão viável quanto a última da execução anterior.
A mudança em direção a uma linha inteira de produção de embalagens flexíveis é um investimento em estabilidade. Ao eliminar o atrito entre as etapas da produção, os fabricantes podem sair do ciclo caótico de combate a incêndios e entrar em um estado de fluxo contínuo. Numa indústria onde minutos de inatividade equivalem a perdas significativas de receitas, a sinergia de um sistema integrado não é apenas um luxo – é a espinha dorsal da rentabilidade sustentável e da entrega fiável.

Contate-nos
Produtos recomendados
Dando as mãos a Huitong
Personalize sua solução de equipamento para embalagens flexíveis
Pergunte agora
Produtos
entre em contato conosco
Tel: +86-0510-86328508
+86-0510-86324508
Mob: +86-13914908980
Email: [email protected]
ADD: Nº 429 Xizhang Road, cidade de Gushan, cidade de Jiangyin, província de Jiangsu, China







