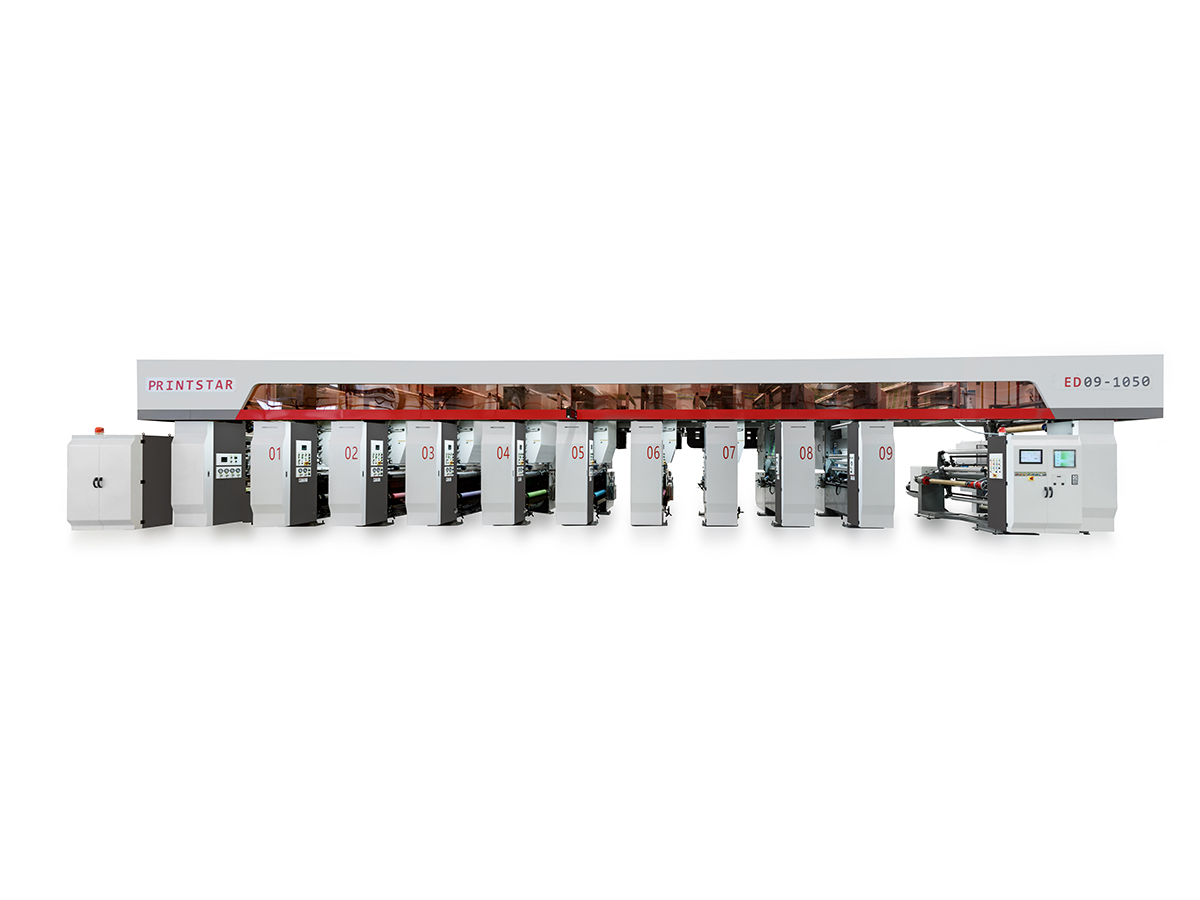
Aplicação de máquinas para embalagens flexíveis na indústria médica
Com a crescente demanda por suprimentos médicos e os avanços na tecnologia de embalagens, as máquinas de embalagens flexíveis estão sendo cada vez mais adotadas no setor médico. Suas vantagens incluem proteção estéril, propriedades leves, economia e conformidade com regulamentações médicas rigorosas. Abaixo estão as principais aplicações e características técnicas de máquinas de embalagens flexíveis na indústria médica.
I. Cenários de aplicação primária
1. Embalagem de dispositivos médicos
Embalagem de dispositivo estéril: usa filmes compostos de grau médico (por exemplo, PET/PE/folha de alumínio) e tecnologia de vedação térmica para garantir a eficácia da esterilização (por exemplo, óxido de etileno, radiação gama).
Embalagem de dispositivo descartável: Embalagem tipo blister ou bolsas seladas nos quatro lados para seringas, cateteres e lâminas cirúrgicas evitam a contaminação e garantem fácil acesso.
Proteção de equipamentos grandes: A embalagem flexível com absorção de choque protege instrumentos delicados, como endoscópios, durante o transporte.
2. Embalagem Farmacêutica
Medicamentos Sólidos: Máquinas verticais de formar-encher-selar (VFFS) embalam comprimidos e cápsulas usando filmes plásticos de alumínio à prova de umidade e resistentes à luz.
Medicamentos líquidos: As máquinas de envase de líquidos assépticos para colírios e soluções orais utilizam filmes coextrudados multicamadas para evitar vazamentos.
Agentes Biológicos: As embalagens com nitrogênio prolongam a vida útil de produtos sensíveis à temperatura, como vacinas e medicamentos à base de proteínas.
3. Curativos e consumíveis médicos
Bandagens/gaze: Máquinas de embalagem de travesseiros de alta velocidade produzem unidades estéreis embaladas individualmente.
Máscaras Médicas/Equipamento de Proteção: Máquinas de ensacamento automático com películas respiráveis equilibram os requisitos de vedação e conforto.
4. Reagentes de diagnóstico e suprimentos de laboratório
Sacos de reagentes: Filmes de alta barreira evitam oxidação ou evaporação.
Tubos de amostra: A embalagem selada a vácuo mantém a esterilidade e a integridade da amostra.
II. Tendências da indústria e inovações tecnológicas
1. Embalagem estéril avançada
Tecnologia Isoladora: Sistemas de enchimento asséptico totalmente fechados minimizam os riscos de contaminação humana.
Esterilização a frio: Soluções de baixa temperatura, como plasma de peróxido de hidrogênio, substituem a esterilização por calor tradicional.
2. Embalagem Inteligente e Rastreabilidade
Etiquetas RFID/UHF: permitem o rastreamento ponta a ponta de produtos médicos, evitando falsificação e desvio.
Sistemas de inspeção visual: detectam automaticamente defeitos de embalagem (por exemplo, vazamentos de vedação, partículas estranhas).
3. Soluções Sustentáveis
Monomateriais recicláveis: Os filmes à base de PP ou PE servem como alternativas aos tradicionais compósitos multicamadas.
Redução de resíduos: Projetos leves reduzem os custos de descarte para instalações de saúde.
4. Personalização
Produção flexível em pequenos lotes: Acomoda as necessidades de embalagem de medicamentos para ensaios clínicos e dispositivos médicos personalizados.
III. Principais vantagens
Conformidade regulatória: Atende FDA, CE, ISO 13485 e outros padrões de embalagens médicas.
Eficiência de custos: Os materiais de embalagem flexíveis são 30-50% mais baratos do que as alternativas rígidas, ao mesmo tempo que melhoram a eficiência logística.
Prazo de validade prolongado: Materiais de alta barreira preservam a estabilidade do medicamento por 2 a 5 anos.
Recursos fáceis de usar: Entalhes fáceis de rasgar e janelas transparentes melhoram a conveniência do paciente.
4. Desafios e Soluções
Desafio 1: Sensibilidade extrema de alguns produtos biológicos ao oxigênio/umidade.
Solução: Proteção de camada tripla com filmes plásticos de alumínio e absorvedores de oxigênio.
Desafio 2: Formatos não padronizados de dispositivos médicos complicam a embalagem.
Solução: A digitalização 3D combinada com a termoformagem adaptativa cria bandejas personalizadas.
Desafio 3: Fragilização do material pós-esterilização.
Solução: Compósitos à base de poliolefinas resistentes à radiação gama.
Conclusão
As máquinas de embalagens flexíveis estão conduzindo a indústria médica em direção a soluções mais seguras e eficientes por meio de inovações em esterilidade, inteligência e sustentabilidade. À medida que a medicina personalizada e a biotecnologia avançam, as embalagens médicas flexíveis evoluirão com maior precisão e funcionalidade.